


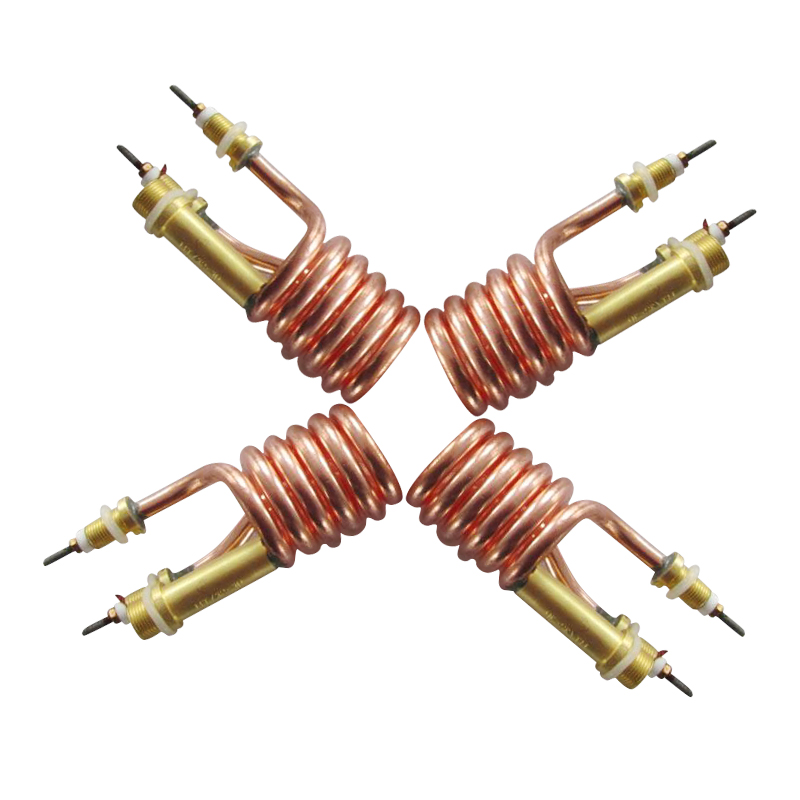
模具宰设备用电热管因其尺寸灵活、安装方便、热效率高等特点,被广泛应用于各行各业。该模具的宰设备用电热管可安装在不锈钢模具、铁模、铝模、铜模中。模具的宰设备用电热管,如切割机、封口机、封边机和冲压设备,均使用。
然而,许多用户发现,使用宰设备用电热管时,宰设备用电热管有时非常容易断裂,需要经常更换。他们想知道为什么宰设备用电热管很容易坏,模具的什么样的宰设备用电热管使用寿命好?
为了解决模具宰设备用电热管容易断裂的问题,模具宰设备用电热管的设计应从以下几个方面入手:
1、设计条件
我们希望尽可能多地加热模具,并尽可能均匀地开孔,这样模具的加热温度就可以均匀。
确定模具开口的直径和长度,然后确定模具的宰设备用电热管的直径和直径。通过了解管的直径和长度并结合模具的工作温度,可以确定模具的宰设备用电热管的电压和功率。
当模具工作温度为100℃时,模具宰设备用电热管的表面负荷为1W/cm2。
当模具工作温度为200℃时,模具宰设备用电热管的表面负荷为2W/cm2。
当模具工作温度为300℃时,模具宰设备用电热管的表面负荷为3W/cm2。
当模具工作温度为400℃时,模具宰设备用电热管的表面负荷为4W/cm2。
如果模具需要更高的工作温度,它还可以使用进口工艺制造模具的宰设备用电热管,其较高可达20W/cm2
以此方式,模具的宰设备用电热管的表面负荷被设计成粗略估计加热管和模具的表面温度之间的温差。
2、材料选择
当模具的工作温度为100℃时,模具的宰设备用电热管表面约为250-300℃。此时应选用耐温性在300-400℃左右的不锈钢304材质。
当模具的工作温度为200℃时,模具的宰设备用电热管表面约为350-400℃。此时应选用耐温性在300-400℃左右的不锈钢304材质。
当模具的工作温度为300℃时,模具的宰设备用电热管表面约为450-500℃。此时应选用耐温约500℃的不锈钢321材质。
当模具的工作温度为400℃时,模具的单端电热管表面约为550-600℃。此时应选用耐温约700℃的不锈钢310S材料。
如果你想要模具的工作温度更高,你需要选择进口的恩格尔840/800材料,其耐温性为700-800℃。
3、安装方法
模具宰设备用电热管的安装方法非常重要。我们应该按照以下三个要求进行安装:
1.模具孔与模具宰设备用电热管管面之间的一侧间隙不得超过0.05mm,间隙过大会影响模具宰设备用电热管的导热。
2.安装模具宰设备用电热管时,应清理模具孔,避免前一根加热管加热后积碳留下的残留物。这些残留物将影响模具的安装和热传导。
3.模具宰设备用电热管安装过程中,加热区域不能漏出模具,因为漏出模具的部分暴露在空气中,传热相对较慢。当传热不及时时,模具宰设备用电热管的表面温度过高,会烧坏模具。
模具宰设备用电热管不应安装在孔内太深,因此电加热管的密封件和电线可能会因高温而烧坏。
4.电热管应固定牢固。可以安装预制的螺孔来固定加热管,后者可以用固定的塞子固定,以防止模具晃动,从而避免前文所述的不良后果。
5.宰设备用电热管应尽量使用在空气循环的环境中,有利于管道表面温度的快速传递。
4、控制温度
模具宰设备用电热管在使用时必须增加温度控制监控,以确保温度控制不能超过电加热管所能承受的较大温度公差极限。
以上内容是对电热管的设计、选材、使用条件、安装等相关问题的解答。如果你想让宰设备用电热管不容易断裂,你必须根据以上几点进行选择,这样模具宰设备用电热管的使用寿命会更长。
 微信扫一扫
微信扫一扫